 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Heim
>
Produkte > Balkenschweißanlagen
> H-Träger-Schweißanlagen
>
2-1-7 3 in 1 h Strahlschweißlinie
Produkte










2-1-7 3 in 1 h Strahlschweißlinie
Jinfeng Weldcut ist ein professioneller China-Hersteller und Lieferant von 3-in 1-St-Strahl-Schweißlinien mit erschwinglichem Preis. Die 3-Zoll-Strahlschweißleitungen sind nach dem Schweißen in einer Maschine in eine Maschine zur Herstellung geschweißter H-Beam oder T-Beam integriert. Es kann die Produktion auf geschweißtem H-Strahl oder T-Beam mit schneller Geschwindigkeit und hoher Genauigkeit realisieren, die die Merkmale eines einfachen Betriebs, weniger besetzten Raum und weniger Arbeitskräfte aufweisen.
Anfrage absenden
Produktbeschreibung
Für alle 3-in-1-H-Strahlschweißleitungen, die von Jinfeng Weldcut hergestellt wurden, haben eine Garantie von 12 Monaten, was die höchste Effizienzmaschine ist, um die Produktivität für Endbenutzer aus Stahlstruktur, Brücke und Bau zu steigern.
Spezifikationen
|
Modell |
Zhjj15 |
ZJ18 |
ZHJ20 |
|
T-Beam Webheight (H) |
200 ~ 1500 mm |
200-1800 |
200-2000 mm |
|
Webdicke (d) |
6 ~ 12 mm |
6 ~ 19mm |
6 ~ 30 mm |
|
Flanchbreite (b) |
200 ~ 800 mm |
200 ~ 1000mm |
|
|
Flangethickness (T) |
6 ~ 25 mm |
6 ~ 40 mm |
|
|
Strahllänge (l) |
4000 ~ 15000 mm |
4000 ~ 15000 mm |
4000 ~ 15000 mm |
|
Strahlmaterial |
Q235 |
||
|
Schweißtyp |
Tauchbogen -Querfiletschweißen untergetaucht |
||
|
Schweißstromquelle |
Einzeldraht- oder Zwillingsdrahttyp |
Einzelkabel |
Einzelkabel |
|
Schweißgeschwindigkeit |
200 ~ 1000 mm/min |
||
|
Fackelwinkel: |
45 ° Feinanpassung |
||
|
Hydraulikdruck |
≤ 14 MPa |
||
|
Flux Recovery System |
2Sets |
||
|
Volumen des Flusses Hopper |
2 × 50 l |
||
|
Eingabefördererrolle: |
12000 mm |
||
|
Ausgangsfördererwalze: |
12000 mm |
||
|
Hauptmaschinenleistung |
18.0kW |
||
|
Hydrauliksystem: |
1Set |
||
|
Richteinheit |
1 Set, auf Maschine integriert |
||
|
Stromversorgung: |
AC/380 V/50 Hz/3PH |
||
|
Richtungsfähigkeit |
6-40 mm |
||
Funktion und Anwendung
3-in 1-h-Strahlschweißleitungen haben als kombinierte Funktion der H-Strahl-, T-Strahl-Montage-, Schweiß- und Flanschverformung nach dem Schweißen. Daher kann es die Produktion von H -Strahl und T -Strahl genau und schnell realisieren. Es hat die folgenden Vorteile: einfache Betrieb, weniger Arbeitskosten und kleine Abdeckungsfläche.
Diese Linie verfügt über zwei optionale Schweißverfahren, die Sie entsprechend der Stahlstahlplattendicke auswählen können:
Option A: Ein -Bogen -Twin -Drahtschweißen, der die Ablagerungsrate um 40% höher ist als die allgemeine Einzelbogen -Eindraht -ARC -Schweißen. SOT ist besonders geeignet für die Stahldicke der Struktur, deren Dicke die Dicke weniger als 20 mm beträgt.
Option B: Einzelbogen -Eindrahtschweißen.

Details
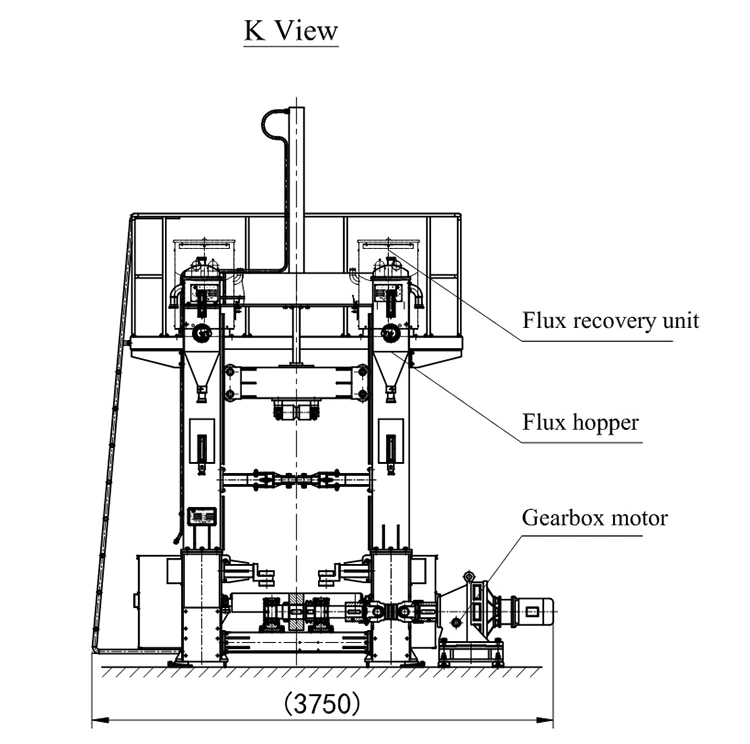
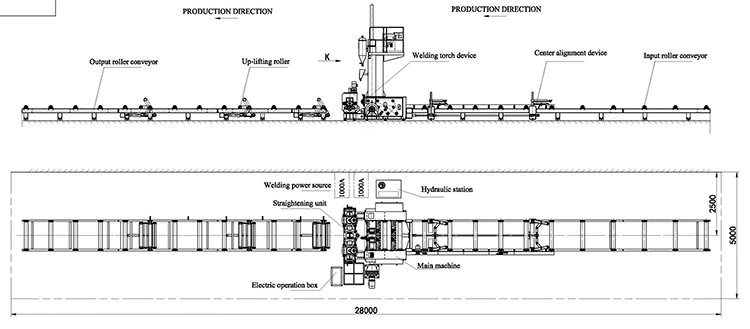
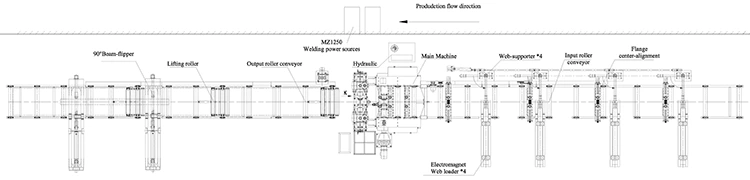
Die Standard-Schweißlinien von ZHJ3-In 1-H-Strahlschweißen bestehen aus einem Eingangsroller-Tisch, Hauptschweiß- und Richtstation, OutputRoller-Tisch. Auf die Hauptschweiß- und Richtstation, die dort mit Flusswiederherstellungseinheiten installiert ist, schweißen Sie den Kopf mit Brennerfackel und Klemmgeräten für Flansch- und Web-Leitung.

1. Standardzhj3-in 1 H Strahlschweißlinien
2. Option 1:
Nach verschiedenen Anfragen von Kunden bieten wir auch die Konfiguration für die THHJ3-In-1-H-Strahlschweißlinien wie folgt an:
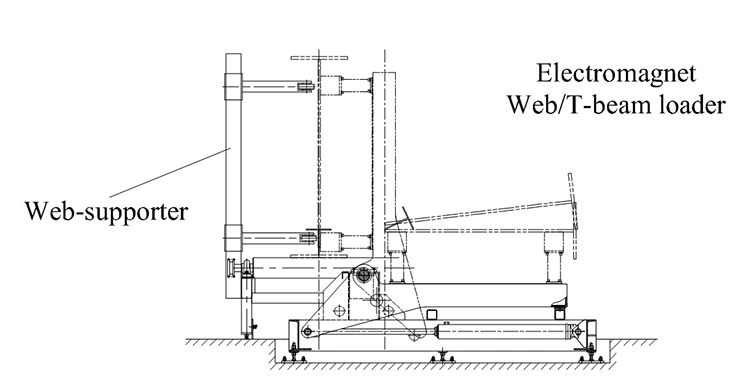
Basierend auf den Standard-Schweißlinien mit 3-in-1-H-Strahl-Schweiß fügen Sie einen Satz von Weblader hinzu, das 4 Stcs Magnet-Ladearm und 4 Prozent der Web-Unterstützer kontrolliert. An jedem Web-Ladungsarm sind 2 Prozent der Magneten zum Halten der Stahlnegplatte.
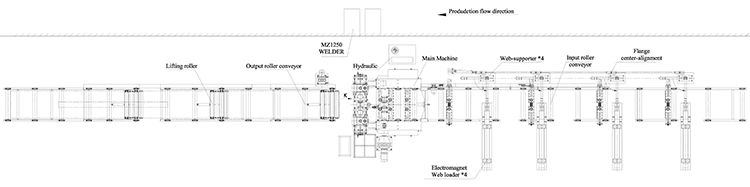
3. Option 2:
Nach verschiedenen Anfragen von Kunden bieten wir auch die Konfiguration für die THHJ3-In-1-H-Strahlschweißlinien wie folgt an:
Basierend auf den Standard-Schweißlinien mit 3-in-1-H-Strahl-Schweiß fügen Sie einen Satz von Weblader hinzu, das 4 Stcs Magnet-Ladearm und 4 Prozent der Web-Unterstützer kontrolliert. An jedem Web-Ladungsarm sind 2 Prozent der Magneten zum Halten der Stahlnegplatte.
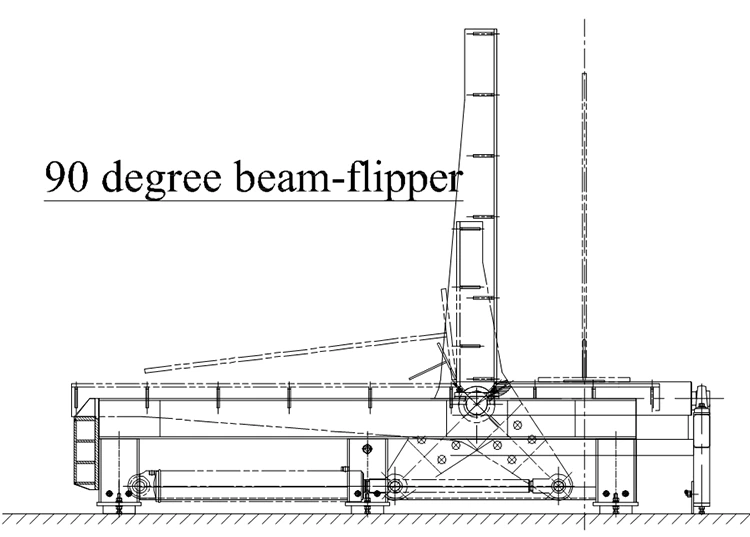
Basierend auf oben können wir einen Satz von 90 Grad Strahlflipper auf der Ausgangsrollentabelle hinzufügen, um den geschweißten Strahl in horizontaler Position zu umkippen.
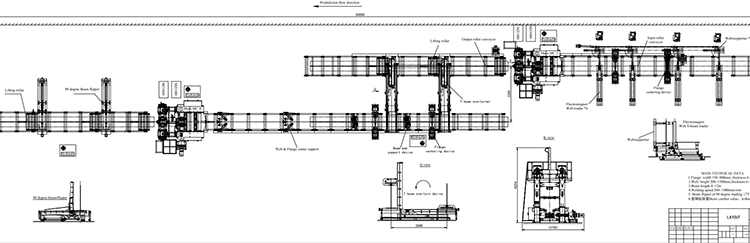
3. Option 3:
Einige Kunden müssen möglicherweise die Produktionsleistung erhöhen. Sie benötigen eine Schweißlinie, um 2 Sätze Schweißstation zu bestehen. Die erste Schweißstation zum Schweißen von 1. Flansch und das Netz, um einen T-Strahl zu bilden, das 2. zum Schweißen des geschweißten T-Beams und des 2. Flansches, um einen H-Strahl zu bilden.
3.1 Basierend auf den Standard-Schweißlinien mit 3-in-1-H-Strahlschweißungen fügen Sie einen Satz von Weblader hinzu, das mit 4 Stcs Magnet-Ladearm und 4 Prozent der Webanhänger kontrolliert wird. An jedem Web-Ladungsarm gibt es 2 Prozentmagneten, um die Stahlnegplatte zu halten.
3.2 Um 1 Satz T-Beam-Umkehrer hinzuzufügen, um den T-Strahl in 180 Grad zu drehen und den T-Strahl auf den 2. Flansch auf der Eingangsroller-Tabelle der 2. Schweißstation zu platzieren.
3.3 Um einen Set von 90 Grad Strahl Flipper auf der Ausgangswalzentabelle der 2. Schweißstation zum Umkippen des geschweißten Strahls in horizontaler Position hinzuzufügen.
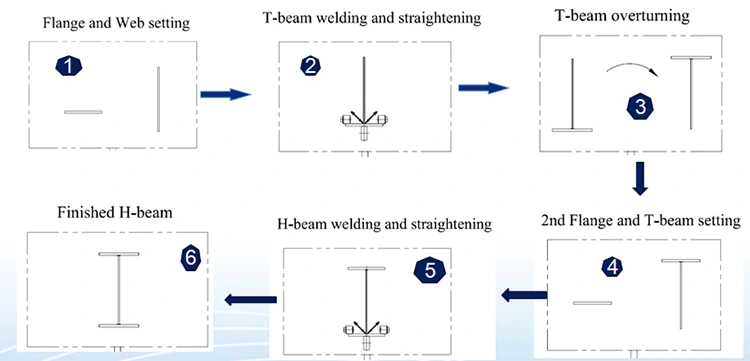
T-Strahl- und H-Strahl-Produktionsfluss
3-in-1-Integrierte H-Beam-Schweißlinien, die in der Benutzerfabrik installiert sind
Hot-Tags: 2-1-7 3 in 1 H Strahlschweißlinie, China, Hersteller, Lieferanten, Großhandel, Fabrik, Mobile, Herstellung in China, Preis, Qualität, ECA
Verwandte Kategorie
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie